































| Quantité: | |
|---|---|
| Modèle | HB400X | |
| Corps machine | Voyage x / y | 400 × 300 mm |
| Diamètre du fil d'électrode | φ 0,10-φ0,25 mm | |
| Vitesse de fil | 1.18-11,8 m / s | |
| Poids net / poids brut | 1900 kg / 2500 kg | |
| Dimension machine | L2020X W1700mm | |
| Pièce de travail | Max. épaisseur de coupe | 300 mm |
| Max. couple de coupe | ± 10 ° / 100 mm | |
| Max. taille de pièce | 930 mm * 550 mm * 300 mm | |
| Max. poids de pièce | 500 kg | |
| Réservoir de liquide de travail | Précision de filtration | 0,01 mm |
| Capacité | 130L | |
| Méthode de travail | Système de filtration multiple | |
| Alimentation d'impulsion | Max. Vitesse de coupe | ≥300 mm² / min |
| Meilleure finition de surface | RA≤0,4 μm | |
| Max. | 12A | |
| Système d'unité d'alimentation CNC | Configurations matérielles | Moteur linéaire, échelle de réseau à clôture complète, convertisseur de fréquence d'importation |
| Port de connexion | USB, LAN | |
| Code de programme | Code ISO | |
| Nombres d'axe | Contrôle simultané de 4 axes, réalisant la compensation de pitch | |
| Joie | Standard | |
| Langue | Chinois, anglais, coréen, japonais | |
| Usinage en aluminium | Option | |
| Usinage en titane | Standard | |
| Contrôle numérique de l'axe z | Standard | |
| Alimentation électrique | Pouvoir | 3 ~ 380 V + 10% 50 ± 10Hz |
| Température de l'environnement | 10 ~ 35 ℃ | |
| Consommation d'énergie | 1,5 kva | |
Meilleure rugosité de surface ≤ra0,4 μm
Efficacité maximale jusqu'à 300 mm² / min
Technologie d'alimentation non électrolyte
Quatre axes (x, y, u, v) AC Servo combiné avec quatre axes de guidage à billes et de doublure importés , qui garantissent le précis.
'
Disposition indépendante de l'axe x et de l'axe Y, avec UV…. pour assurer la haute précision. Des pièces moulées à parois épaisses avec une configuration de raidisseur évitent les déformations du corps.
Lumière LED avec un voyant de travail, vous pouvez donc vérifier l'état de course de l'équipement à tout moment.
![]()

La lubrification centralisée pour la vis des rails de guidage maintient l'atelier propre et bien rangé.
![]()

Puissance non électrolyte à grande vitesse pour inhiber la corrosion électrolytique, pour empêcher la formation de 'Couche d'adoucissement ' et améliorer la qualité de la surface
 |
 |
Le système de servomage AC importé aide à réduire la vitesse plus rapide et à la précision plus élevée

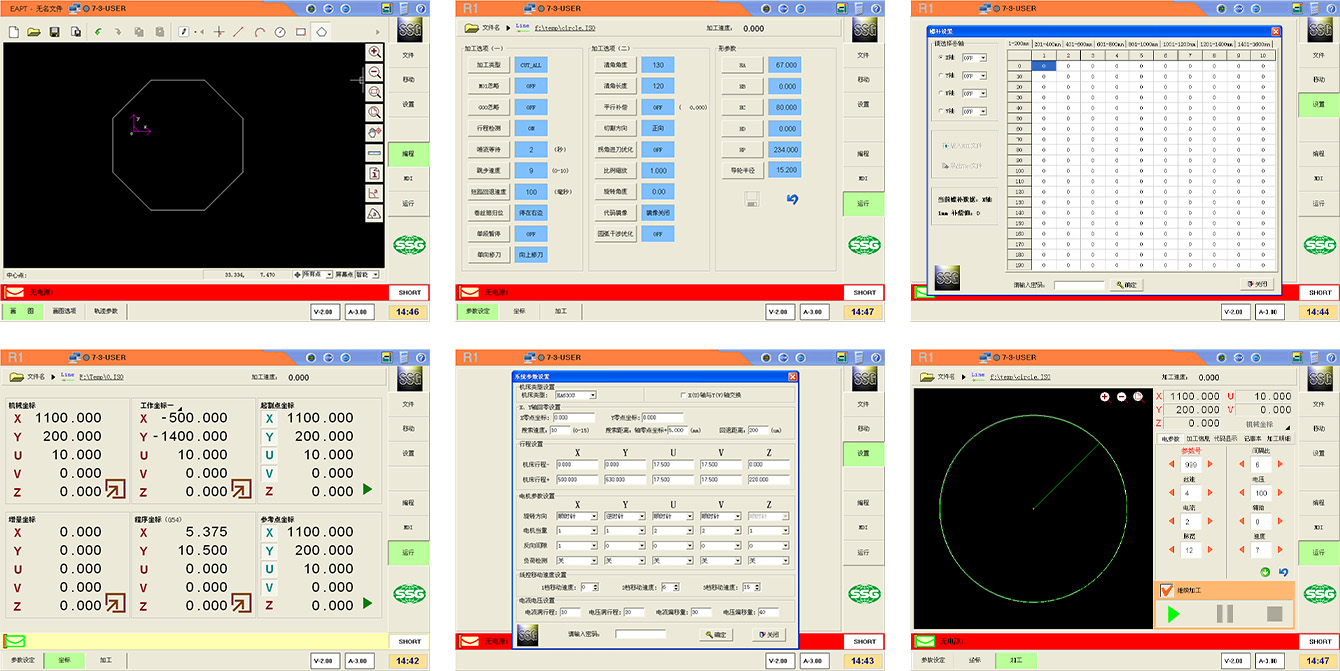
Système de fonctionnement
Graphiques de programmation intégrés et programmes de code d'usinage préparés automatiquement. La fonction multi-CPU permet un traitement et une programmation simultanés.
Compensation parallèle, paramètre d'angle clair, image de programme, optimisation du coin, mise à l'échelle et autres fonctions ouvertes.
Données d'étalonnage et de compensation de tangage du laser s'ouvrant en temps réel.
Le système de coordonnées multiples peut basculer rapidement entre les pièces.
Échangez l'axe x et y au hasard pour adapter un état d'usinage différent. Réglez librement la vitesse de déplacement du contrôleur de fil.
![]() Enregistrer les informations de suivi de l'usinage, pour surveiller l'usinage pendant les opérations sans pilote pour assurer la sécurité.
Enregistrer les informations de suivi de l'usinage, pour surveiller l'usinage pendant les opérations sans pilote pour assurer la sécurité.
 HB400
HB400  HB600
HB600  HB800
HB800  LA350A
LA350A  LA500A
LA500A  LA800
LA800  EB450
EB450  EA500A
EA500A  EB650N
EB650N  Ds703c
Ds703c  SK450
SK450 





